Harbor Freight 9 x 20 Lathe
Page 3

The toolholder is built from 1/2" thick steel. I used a replaceable
carbide insert which allows the
tool height to be "fixed" ( no height adjustments to make )
The toolholder is built from 1/2" thick steel. I used a replaceable
carbide insert which allows the
tool height to be "fixed" ( no height adjustments to make )
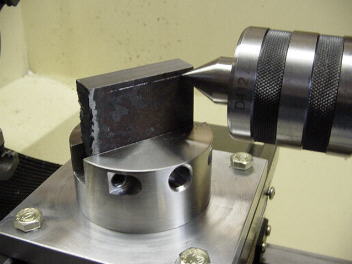

I used the tailstock live
center to scribe a line.
I used the mini mill and milled to the scribe line.
This will also be the carbide
insert tool height.


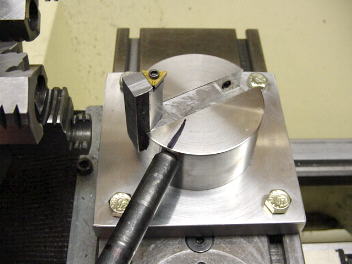
The tool holder
is milled to an "L" shape. The top
The carbide insert is placed on top of the tool holder
of the tool holder
has been milled to the correct
and marked for milling the recess.
tool height.


A recess
is milled to the same height
The insert attaching screw is marked , drilled to a # 43 drill
as the insert
leaving material under the
and tapped to a 4-40 thread. Attaching the insert is better
the insert cutting
tip for support.
explained here. This is the same procedure
I used for making
the indexable turning tools.


The insert is
attached and the sides
I used the mini mill and removed the excess material
are scribed.
from under the insert.


A handle is attached
by drilling and tapping a 3/8"-16
A slight bend was added to the handle.
hole. The handle has
an overall length of 6 3/4".
| Building Pics 1
Getting Started |
Building Pics 2
The base |
Building Pics 3
The cutter |
Using The
Ball Cutter |
9 x 20 Projects
Page |
9 x 20
Home |
Comments / Questions / Suggestions or Add Your Link
This information is provided for personal use only
Copyright 2002 Steve Bedair