Inexpensive Coolant System

Here's a very inexpensive way to add a coolant pump to a lathe, bandsaw, mill, ect.
I don't normally use coolant for turning on my 12x lathe but I do a lot of boring
and drilling and the coolant works great!

It uses a bucket with a screw on lid & a 120 volt small submersible pump & water soluble cutting fluid.
Here's the cutting fluid I use: Mobilmet® S-122 Water Soluble cutting fluid
I have used this on my metal cutting bandsaw for over three yrs. Never a problem at all.
I still have to paint the bucket Grizzly green!

I added this same coolant to my Clarke 4x6 metal cutting bandsaw 3 yrs. ago
and it has worked perfectly. I cannot begin to guess how many thousands of
inches I have cut with this saw. Using coolant the Bi Metal blades last a long time.

I picked this pump up at a local Ace hardware store for $20.00.
You can also catch them on sale at Harbor freight for less than $10.00
I recommend getting the 140 to 160 GPH pump. These pumps have
a maximum lift of 3' to 4'. The smaller pumps do not have enough lift.
As the lift increases the flow decreases.
These pumps are for water based fluids only

I used a 4 gallon bucket with a screw lid.
This chlorine bucket works great.

I drilled holes for the electrical cord and tubing to go through.

The lid part bolts up to the chip tray on my lathe. I used three carriage bolts to attach the lid.
The hole in the plastic lid is centered over the hole drilled in the chip tray.

I cut a drain hole in top of the lid with a 1 1/2" hole saw. I also heated around the hole with a heat
gun and pressed down around the hole. This helps any liquid run towards the hole.
I also place a small piece of Scotch Brite Cleaning Pad over the hole. This acts as a filter
to catch any small cuttings. Not very important on the lathe but it works very well on the
bandsaw where the cuttings are small. It can easily be removed and cleaned.

Bolted in place on chip tray.
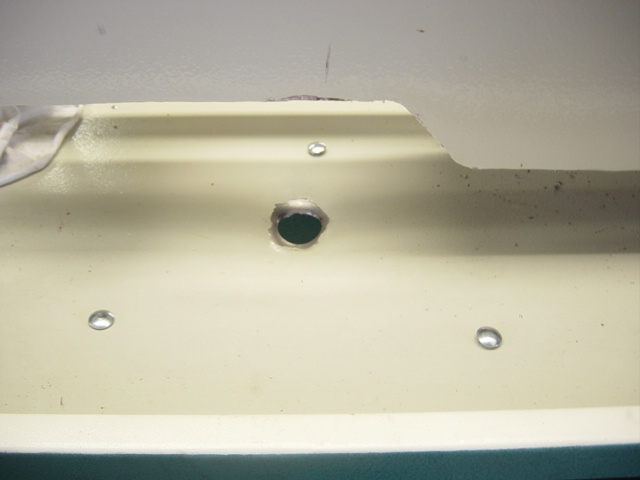
I drilled a 1 1/2" hole in the chip tray.
I also pressed down on the chip tray at the hole to help coolant flow to the center of the chip tray.

This a a drain cover I found at the local Ace hardware store. It's aluminum and easy to attach with metal
taps on the bottom of the strainer. The metal tabs fold from the bottom to hold it in place.

Strainer installed on chip tray.

The brass fitting where the hoses connect has a ball bearing installed between the two fittings.
This acts as a check valve. The ball works on gravity, no springs.
This keeps the fluid from draining back to the bucket each time. Works very well.
I used a brass 1/2" hose barb x 1/4" pipe female fitting and a
5/16" hose barb x 1/4" pipe male fitting. I filed some notches on the end of the
male 1/4" pipe end to allow coolant to flow around the ball.

I used a 120 VAC lighted toggle switch to turn pump on and off.
The pump uses a small impeller and it will not hurt them to run
even with the valve closed. They are tough little pumps.

I searched and searched with my volt meter until I found a terminal that supplied 120 vac only when
the chuck is spinning. When the chuck stops the pump stops.
On my Grizzly G4003G I used terminal 6 T3 . This is on the relay marked KM 2.
Caution: Check yours with a volt meter to make sure.
The 6 T3 terminal supplies 120 volts on when the chuck is turning (either direction)
The other connection is made to the grounding block shown above.
Good luck,
Steve
Back