Threading Example
9x20 Lathe with quick change gearbox
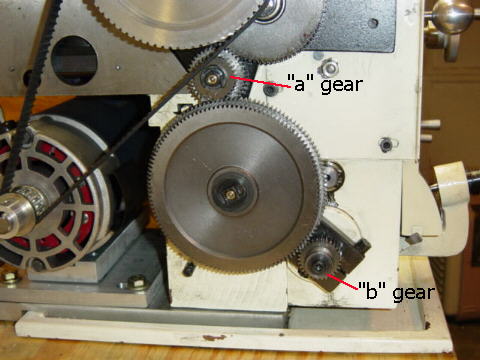
The lathe here is setup to position a 30 tooth and position b 30 tooth.
This shows the location of the a & b gear locations. My lathe looks
a little different because
of the tumble reverse and the DC motor but the gear locations are the
same.
On the "a" gear shaft there are two gears. The gear to the back is
a 40 tooth
gear and it remains in the back position at all times. In this pic
the "a" position
has a 30 tooth gear installed. The "b" gear shown in the above pic
is a 30 tooth gear.
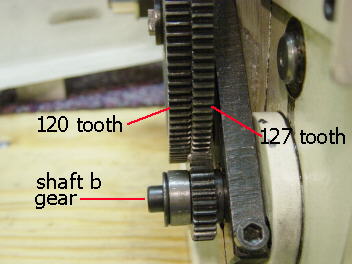
Pay close attention to the "b" gear position. The pic above shows the
"b" gear meshing
with the 127 tooth gear. The 127 tooth gear is used for inch threads.
If you are going to cut metric threads the "b" gear has to mesh with
the 120 tooth outer gear.
The spacer shown above on the outside of the "b" gear would be moved
to the inside of
the gear for metric threads.
After the correct gears have been installed you will need to select
the correct setting
on the quick change gearbox On the threading chart on the lathe
this is referred to
as the Lever selection. For a 16 tpi thread the lever position would
be hole # 1.