Die
Holder
For cutting straight threads with a die

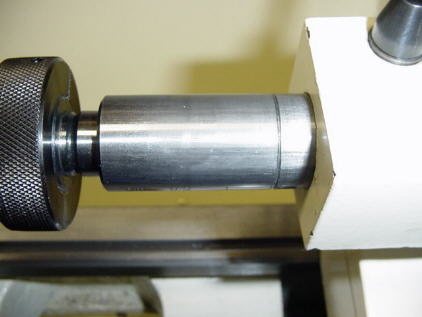
The die holder body is made from aluminum and
holds the die perfectly straight.
It can slide freely on a steel shaft that is
held in the tailstock.
I used a piece of 1 3/4" od aluminum x
4 1/2" long for the body.

The larger OD is made from aluminum and simply
slides on the shaft as pictured.
The shaft has a MT2 taper and fits the tailstock.
The shaft is acutally two pieces. I used a MT2
x 1/2" x 20 tpi adapter from a drill chuck.
I drilled and tapped the steel shaft for the
1/2x20 tpi and screwed the MT2 adapter into it.
Easier than turning a MT2 taper.

The die holder can slide freely back and forth
along the shaft.

To hold the die I used a 1/2" drive socket pressed into the aluminum body.
With the shaft to be threaded held securely in the lathe chuck I use
hand power to
start the die. I have since drilled four 5/16" holes around
the body of the die
holder so I can use a "tommy bar" to complete the threads on larger
items.
Works great and the threads are straight every time!
Tap Holding Tip
To make perfectly straight threads in the end of shafts here's how I
hold the tap
( I know it's not the correct way but it works great )

I use my 1/2" MT2 drill chuck and extend the tailstock barrel out past
the threads.
With the tailstock in the extended position the drill chuck / tap can
be turned
by hand freely. The remaining barrel in the tailstock keeps the chuck
and tap
straight while tapping.
I have a line around the tailstock barrel to show where the threads
disengage.
From this point the tailstock barrel will spin freely.
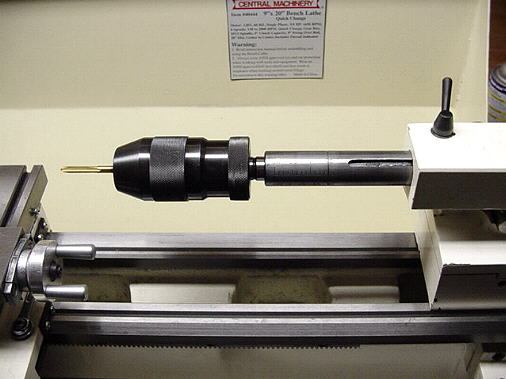
This shows how much travel the barrel has in the tailstock.